

流(liú)掛性試驗儀簡易型
發布時間:2025-06-23
作者:91在线观看精密科技(大連)有限公司
瀏覽數:213
產品描述:愛(ài)銳精密科技(大(dà)連)有限公司提供日本小平製作所,YOSHIMITSUSEIKI的精密流掛性試驗儀流掛的定義:塗(tú)膜上留有漆液向下流淌痕跡的現(xiàn)象叫做流掛。多出現於垂直麵或棱角處。一般出現在垂直麵的為垂幕狀流掛,出(chū)現在棱角處(chù)的為淚(lèi)痕狀流掛。塗(tú)刷的漆膜太(tài)厚或油漆調得過稀,都會出現流掛。國家(jiā)標準GB/T9264-88《漆流掛性的測定
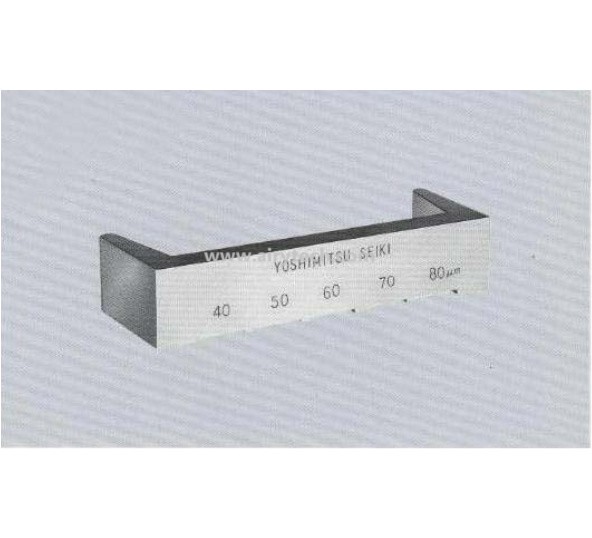
91在线观看精密科(kē)技(jì)(大連)有限公司提供日本小平製作所,YOSHIMITSU SEIKI的精密流掛(guà)性試驗儀
流掛的定(dìng)義(yì):塗膜上留有漆液向下流淌痕跡的現象叫做(zuò)流掛。多出現於垂直麵或棱角處。一般出現在垂直(zhí)麵的為垂幕狀流掛,出現在棱角處的為淚痕狀流掛。塗刷的漆膜太厚或油漆調得過稀,都會出現流(liú)掛。
國家標準GB/T9264-88《漆流掛性的測定》檢驗方法,采用(yòng)流掛試驗儀對色漆的流掛性進行測定(dìng),以垂直放置、不流到下一個(gè)厚度(dù)條膜(mó)的塗膜厚度為不流掛的數(shù)值,厚度數值越大說明越不容易產生流掛
產品用途:汽車塗裝,精密塗(tú)裝。
產品的間隙規格尺寸
75μm 100μm 125μm 150μm 175μm 50μm 100μm 150μm 200μm 250μm 100μm 200μm 300μm 400μm 500μm
材質:SUS303
塗(tú)布厚(間隙大小)可以(yǐ)根據客戶要求訂製
流掛產生原因
1.施工不當,噴槍距離與(yǔ)被塗物麵太近。
2.走槍速度太慢,一次噴塗過厚等。
3.油漆施工的粘度偏低。
4.施工環境溫度低,油漆幹燥時間慢。
5.采用濕碰濕工藝噴塗時,間隔(gé)時(shí)間太短。
6.噴塗壓力低於(yú)工藝範(fàn)圍,而(ér)噴槍口徑過大。
(1)稀釋劑過量,使粘(zhān)度低於(yú)正常施工要求,漆料不能附在物體表麵下墜流淌。
(2)施工場所溫度太低,塗料(liào)幹(gàn)燥速度過(guò)慢,而且在成膜(mó)中流動性(xìng)又(yòu)較大。
(3)選用(yòng)的漆刷(shuā)太大、毛太長、太軟或刷油時蘸油(yóu)太多(duō),刷漆太多,使漆麵厚薄不一(yī),較厚(hòu)處就(jiù)要流淌
(4)刷塗麵凸凹不平或物(wù)體的棱(léng)角、轉角、線角的凹(āo)槽處,容易造成刷塗不均、厚(hòu)薄不一,
(5)被刷塗(tú)表麵不潔,有油、水等汙物,刷塗後不能很好地附著而流淌。
2 預防措施
1.采用正確(què)的噴塗方法,將噴槍調節適當。
2.稀釋油漆(qī)時盡量按混合比例進(jìn)行,使施工粘度在工藝範圍內。
3.在氣溫較低的冬季施(shī)工時,盡量提高噴漆室的溫度,保證在(zài)10℃以上至室溫的範圍。
4.濕碰濕工藝施工時,保證有足夠的間隔時間。
5.噴槍壓力與口(kǒu)徑應能滿足工藝的(de)要求。
3 修補方法(fǎ)
1.發生在素色單工序麵漆層或清漆層時,等漆膜完全硬(yìng)化之後,用P1200或(huò)P1500砂紙打磨,
2.底色漆層流掛時,磨平流掛漆膜後重新噴塗。
3、對策。 (1)選用優良的(de)油漆材料(liào)和適量的稀釋劑。 (2)施工環境溫度和(hé)濕度適宜。 (3)選用的漆刷、刷毛要有彈性,根粗(cū)而梢細,鬃厚而口齊。油刷(shuā)蘸油應(yīng)少蘸勤蘸。 (4)在施工中應盡量使基層平整,磨(mó)去棱角。刷塗時,用力刷勻,先豎刷,後橫刷,不要橫塗亂抹 (5)應選(xuǎn)擇塗料的配套(tào)稀釋劑。 (6)徹底清理幹淨被塗表麵的(de)磨屑、油、水等雜物。 (7)當漆膜(mó)未完全幹燥,在一個邊或一個麵(miàn)部分(fèn)油漆有流墜時,可用鏟刀將多餘的(de)油漆(qī)鏟除
4 汽(qì)車塗裝流(liú)掛
流(liú)掛是汽車塗(tú)裝生產過程經常遇見的漆膜質量問題,造成流掛的因素眾多:油漆特性、施工環境、人員技能(néng)、噴塗(tú)設備及工藝參數等密切相關。 解決方(fāng)法 1、正確選擇溶劑,降低慢溶劑含量,注意溶劑的溶解能力和揮發速度,還可以通過與含慢溶劑少的新塗料摻和使用來補救流掛缺陷。 2、體改噴塗操作的熟練程度,噴塗均勻,一次不宜噴塗過厚。在噴塗時(shí)施工參數可以通過增加空氣壓力、增加噴(pēn)槍和工件的距(jù)離、增加二層(céng)塗層間的(de)閃蒸時間、降低塗料流動速度、用(yòng)較(jiào)小的(de)噴(pēn)嘴、提高(gāo)旋杯速度、提高塗料霧化程度(dù)、降低塗料漆霧霧滴的大小等方法來控(kòng)製。 3、嚴格(gé)控製塗(tú)料的施工粘度;加強(qiáng)換氣,施工現場的環(huán)境溫度保(bǎo)持在15℃以上,嚴格控製塗料的施工(gōng)及調漆環境(jìng)溫度。 4、調整配方,正確使用助(zhù)劑,增加防流掛劑的用量。 流平性、表麵張力(lì)、殘留溶劑的揮發速率和殘留溶(róng)劑的溶解能力都是由配方決定(dìng)的塗料特性。然而,殘留溶劑的比例僅由配方影響到某(mǒu)一種程度,很大程度取決(jué)於霧化過程(chéng)。
5 檢測規定
國家標準GB/T9264-88《漆流掛性的測定》檢驗方法,采用流掛試(shì)驗儀對(duì)色漆的流掛性進行測(cè)定,以垂直放置、不(bú)流到下一個(gè)厚(hòu)度條(tiáo)膜的塗膜厚度為不流掛的數值,厚度數值(zhí)越大說明越不容易產生流掛。
6 避免措施(shī)
超細硫(liú)酸鋇需(xū)要的基料量較低,可作為流變控製(zhì)劑,能增加塗料的固體份(fèn),一(yī)定程度上降低VOC和防止塗料的流掛。這種超細(xì)硫酸鋇已經用於木器塗料和汽車塗料中(zhōng)。
KEYWORDS: 小平製作所,YOSHIMITSU SEIKI,, 流掛性試驗儀,SAG TESTER, 流(liú)掛實驗,
